В одной из предыдущих статей было подробно рассказано о том, как затачивать стамески. Мы уделили много внимания самой популярной технике с использованием заточных камней и ее упрощенной версии — на наждачной бумаге. В этих двух случаях незаменимым помощником оказывается специальное приспособление — каретка, которая прижимает стамески при точении под строго заданным углом. Она ускоряет процесс заточки и ощутимо повышает качество конечного результата. Сегодня мы расскажем, как сделать такое приспособление своими руками.

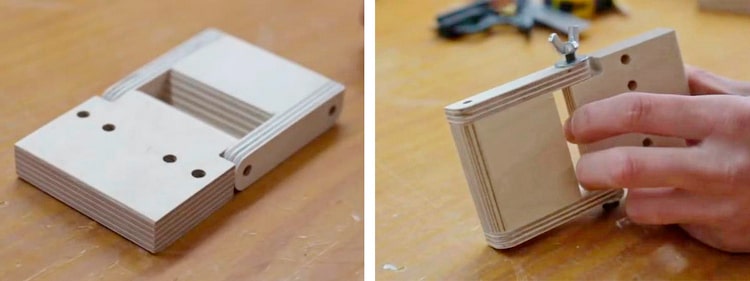
Каретка изготовлена из толстой фанеры и имеет предельно простую конструкцию, которая не нуждается в особых комментариях. В качестве роликов выступают два подшипника, лезвие вставляемого инструмента прижимается металлической губкой, а угол заточки фиксируется при помощи гайки-барашка.

Чертеж самодельной каретки для заточки стамесок
Приспособление не требует сложных расчетов. Вы можете взять за основу любые габариты и сделать машинку под лезвия и точильные бруски разной ширины. Все, что от вас потребуется — аккуратно нарезать детали и точно просверлить отверстия. Для работы лучше использовать качественную фанеру. О том, как не ошибиться с ее покупкой и выбрать материал нужного сорта — читайте в нашей статье.
Процесс изготовления самодельной точилки
Начинаем с детали А. Вырезаем прямоугольную заготовку нужной ширины и скругляем один из ее углов на фрезерном столе.
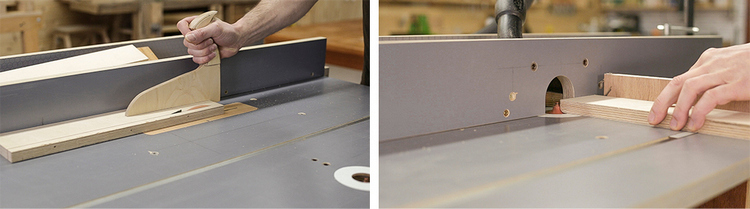
Подрезаем обработанный торец, формируя шип, как показано на фото.

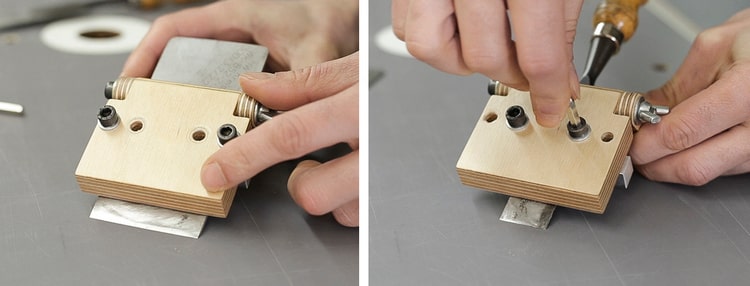
Делаем сквозное отверстие для поворотной оси. Перед сверлением точно позиционируем деталь и проверяем правильность угла. Используем сверло равное диаметру винта, чтобы ось не давала люфт.

Обрезаем заготовку до нужных размеров. Сверлим четыре отверстия, через которые будет фиксироваться прижимная губка.
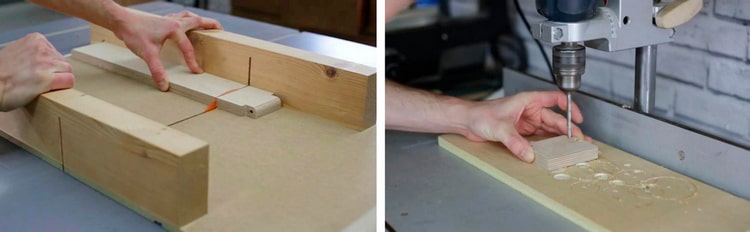
Переходим к изготовлению детали B. Устанавливаем пильный диск под 45° и делаем скошенную кромку.

Формируем паз на детали B. Для этого подготавливаем три элемента, показанные на фото, и склеиваем их вместе.

Делаем отверстия для поворотной оси.

Собираем две части вместе. Ваша задача рассчитать все таким образом, чтобы детали садились с минимальным зазором. Шип лучше заранее сделать чуть шире и подогнать его наждачной бумагой при сборке обеих частей.
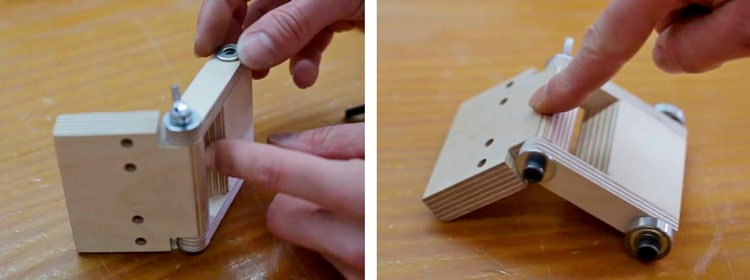
Сверлим отверстие для роликовой оси. Здесь также важна точность позиционирования детали: ваша задача — обеспечить сверление под прямым углом. В качестве оси можно использовать металлический стержень с нарезанной на концах резьбой или просто длинный винт.
Обзор столярных стамесок. Рассказываем о видах, характеристиках и тонкостях выбора.
Делаем прижимную губку. Здесь лучше использовать металл, поскольку пластина не должна гнуться, когда вы будете затягивать лезвие инструмента. Делаем четыре сверления которые сопоставляем с отверстиями на детали А.

Переставляя прижимные винты, вы сможете добиться надежной фиксации лезвия вне зависимости от его ширины, будь то клинок стамески или нож рубанка. Это очень важно для достижения хорошего результата.
Теперь осталось собрать вместе все элементы, проверить, чтобы лезвие было строго параллельно столу — и можно приступать к заточке.

 (10)
(10)