О столярных верстаках
Устройство и назначение верстака
Столярный верстак – это рабочий стол для ручной и механической обработки деревянных изделий. Конструкция и эргономика классического столярного верстака позволяют фиксировать детали в различных пространственных положениях и с максимальным удобством выполнять основные столярные операции: изготавливать деревянные детали, производить сборку конструкций, покрывать их отделочными составами. Традиционный столярный стол предназначен для работы с пиломатериалом длиной до 3-3,5 м. Для обработки более длинных заготовок используют верстак плотника.

Стол для столярных работ состоит из верстачной доски (крышки) и подверстачья (несущей рамы). Традиционный верстак оснащают передними (фронтальными) и задними (торцевыми) тисками с помощью которых заготовки фиксируют в необходимых пространственных положениях.
В крышке стола и деревянных губках тисков присутствуют отверстия. Они предназначены для установки прижимов и упоров различного сечения и высоты.

Расставив упоры в нужной конфигурации, между ними располагают деталь и поджимают винтовым механизмом тисков. Таким образом заготовка надежно фиксируется в горизонтальном положении. Исходя из толщины деревянной детали, используют упор соответствующей высоты, который не будет выступать за край заготовки и мешать обработке.
Как подобрать оптимальную высоту верстака?
Высота столярных верстаков варьируется в пределах 85-95 см. Оптимальную высоту стола подбирают ориентируясь на рост мастера. Если, стоя у верстака, ладони свободно упираются в его крышку, значит ростовка подобрана правильно. За таким верстаком будет удобно выполнять все основные операции, без частых сгибаний и вытягиваний, которые приводят к быстрому утомлению.
Из каких материалов лучше изготавливать конструкцию?
Столярный верстак должен обладать достаточной прочностью и жесткостью, поскольку при эксплуатации он подвергается большим нагрузкам как статическим, образующимся под весом массивных заготовок, так и динамическим, возникающим в процессе пиления, сверления, ударов и пр. Достаточные характеристики прочности обеспечиваются не только особенностями крепежных узлов, но и типом используемых материалов.
Для изготовления основания традиционно применяют древесину хвойных пород. Крышку стола изготавливают из прочной древесины: дуба, бука, ясеня, клена и пр. Пиломатериалы, используемые для создания верстачной доски, должны быть сухими (влажность порядка 12%) без сучков и других пороков.
Об изготовлении верстачной крышки
Опыт показывает, что при изготовлении столярного верстака своими руками целесообразней приобретать уже готовый клееный щит, который станет заготовкой для крышки. Силы и время потраченные на раскрой, прифуговку кромок, склеивание щита и его выравнивание при создании столь массивной детали окажутся несопоставимы с сэкономленными средствами.
При выполнении работ, которые увеличивают риск повреждения крышки: сверлении, долблении и пр., рабочую поверхность верстака лучше застелить толстым фанерным листом или ДВП, вырезанным по форме крышки. Сделать этот простой настил целесообразно сразу вместе с верстаком.

Изготовление и сборка боковин
Конструкция боковины состоит из двух ножек (В), царг и опор (А). Деталь собирают на сквозном клееном шипе.

Фигурные вырезы царг и опор (деталь А) выпиливают на ленточной пиле с последующей шлифовкой кромок.
В соответствии с указанными в схеме размерами на ножках делают разметку гнезд для шипов проножек, после чего выбирают их стамеской или фрезеруют.
На внешней стороне ножек цекуют коническое углубление под головку стяжного болта. Углубление диаметром 35 мм и глубиной 11 мм делают сверлом Форстнера. По центру сверлят сквозное отверстие диаметром 14 мм.
Выпиливание шипов и проушин
Шипы и проушины делают на пильном станке или вручную, руководствуясь базовыми принципами создания шиповых соединений. В столь ответственной конструкции первый вариант предпочтительней, поскольку позволяет минимизировать погрешности и неточности, обеспечив безупречную подгонку соединения. Заготовки должны иметь подготовленные ровные поверхности и соответствовать размерам, указанным в чертеже.

Выпиливание шипа и половинок проушин пазовым диском.
Половинки деталей A склеивают между собой, предварительно расположив в пазу вкладыш, который предотвратит смещение.

Сборка боковины
Детали А и B склеивают в готовое соединение. После высыхания проступившие излишки клея аккуратно зачищают стамеской. Собранную боковину шлифуют.

По центру склеенной царги просверливают отверстие 19х38 мм под шкант (L) для фиксации крышки верстака.
Изготовление проножек и подверстачной полки
По указанным в чертеже размерам выпиливают заготовки для проножек (деталь С) в количестве 4-х штук. На концах каждой детали делают шипы, придерживаясь размеров указанных на фото. Как и в случае с боковиной, эту операцию лучше проводить на пильном станке.

Соединение проножек с боковиной делают разъемным на болтовой стяжке с поперечной гайкой. Для этого на внутренней стороне проножек фрезеруют углубление для поперечных гаек d25 мм и глубиной 32 мм. В торцах проножек сверлят отверстие 14Х95 мм. На этом этапе лучше использовать сверлильный кондуктор, поскольку отверстия должны быть выполнены строго под углом 90°.
Опорные планки (деталь D и E) прикручивают саморезами с отступом 22 мм от верхних кромок проножек.
По заданным в чертеже «Общая деталировка» размерам выпиливают планки подверстачной полки (деталь F). На концах каждой планки сверлят и раззенковывают отверстия. Планки шлифуют и последовательно монтируют на собранной раме.
Монтаж верстачной крышки

На задней стороне верстачной доски сверлят несквозные отверстия d19 мм и глубиной 32 мм под шканты (L).
Сверлом d19 мм на крышке делают сквозные отверстия для верстачных упоров. Аналогичные гнезда глубиной 45 мм сверлят на торце крышки. На всех отверстиях снимают фаску. Упоры должны легко входить в гнезда и не люфтить.

Установка верстачных тисков
Решив сделать верстак своими руками, столярные тиски целесообразней купить в готовом виде. В этом случае вы получите максимально надежную и функциональную конструкцию, и что немаловажно избавитесь от лишней головной боли при их монтаже.
Мы выбрали три наиболее интересные модели столярных тисков.
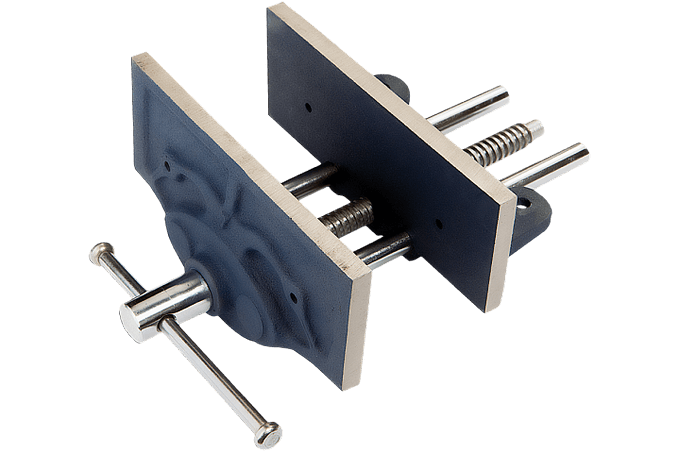
- Wilton WWV/EC-175
Малогабаритные столярные тиски из мелкозернистого серого чугуна. Размер губок — 175х70 мм (предусмотрены отверстия для крепления деревянных накладок). Ходовой винт с трапецеидальной упорной резьбой дает плавный ход и большое прижимное усилие. Максимальная толщина зажимаемой заготовки — 160 мм. От себя добавим, что в целом качество этих тисков далеко от идеала, но с поправкой на цену — вполне приемлемый вариант.
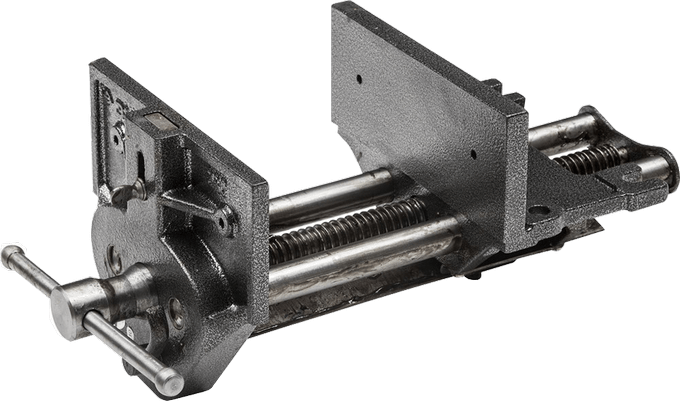
- ЗУБР ЭКСПЕРТ
Это уже более серьезный вариант. Тяжелые, мощные тиски, с механизмом быстрого зажима — рассчитаны на работу с большими нагрузками. Материал — чугун. Вес тисков 9,1 кг. Качественная сборка: нет люфтов, нормальная обработка вала и других деталей. Две штанги + дополнительная направляющая обеспечивают строго параллельный ход губок и равномерное распределение прижимного усилия на заготовку. Механизм быстрой фиксации работает также без нареканий. Очень хорошее соотношение цена-мощность.
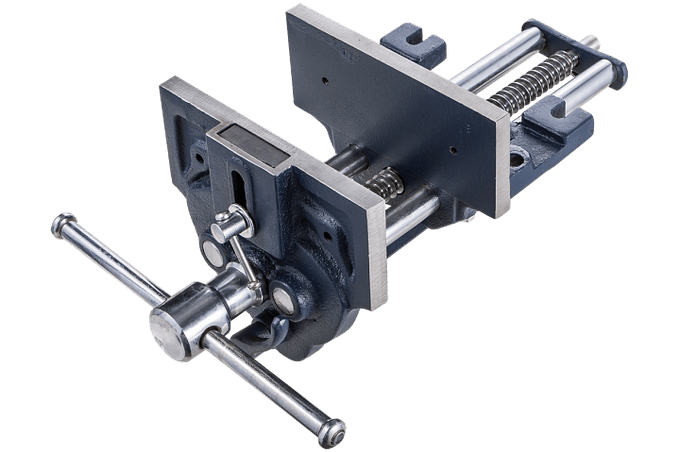
- Wilton WWV/D/Q/7
Эти столярные тиски похожи на первую модель, но только внешне. Они ощутимо мощнее и надежнее. Как и вся вилтоновская серия тиски изготовлены из мелкозернистого чугуна. Вес — 8 кг (у предыдущей модели 3 кг). Также ощутимо больше развод — 210 мм, при этом сам размер губок практический такой же — 175х75 мм. Но главное отличие данной модели — наличие быстроразжимного механизма. Простым нажатием на защелку вы освобождаете переднюю губку и смещаете ее в нужную позицию — без утомительной прокрутки винта. Все что остается — просто подтянуть ручку для максимальной фиксации заготовки.
Почти все столярные тиски имеют положительное схождение, т. е. при полном смыкании губки соприкасаются только в верхней части. Это не дефект и не криворукость китайцев — так нужно для более надежной фиксации заготовок. После установки деревянных накладок этот эффект частично нивелируется.
Производители верстачных тисков стараются придерживаться стандартов при изготовлении своей продукции. Здесь мы рассмотрим схему монтажа типовых конструкций. Но вполне возможно вам придется импровизировать, приспосабливая монтаж под особенности нестандартных верстачных тисков.

Губки тисков – детали H, I и J (2 шт.) – выпиливают из древесины твердых пород. После этого просверливают отверстия для направляющих штанг, ходового винта, гнезда для верстачных упоров и отверстия для крепежных винтов.

Задние губки передних и задних тисков монтируют к крышке верстака как показано на фото.

Деревянные подкладки (деталь К) выпиливают под размеры тисков. В царгах просверливают сквозные отверстия для направляющих штанг и ходового винта.

Для легких столярных работ вместо верстачных тисков можно использовать более простые решения.
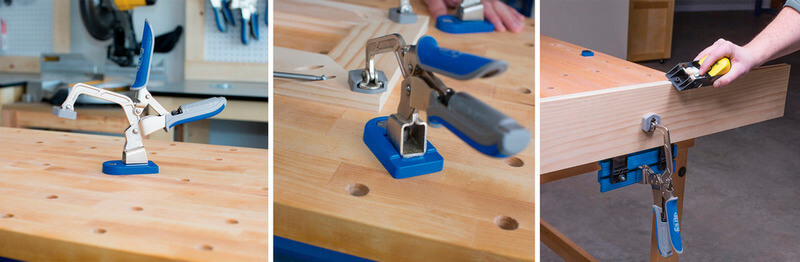
Верстачный зажим Kreg KBC3 — менее замысловатая альтернатива тискам

 (13)
(13)